دانلود تحقیق در مورد آّبکاری فلزات در قالب ورد و در 45 صفحه قابل ویرایش
کیفیت آبکاری به واکنشهای که در طول عملیات روی کاتد انجام می گیرند بستگی دارد. اگر حمام به طور صحیح آماده و تنظیم شده باشد واکنشهای فوق نیز مطلوب خواهند بود. ولی کلاً شرایط مناسب عملیاتی از نظر کاتد و حمام تولید رسوبی رضایت بخشی را تضمین نمی کند.
اولین قدم برای آماده کردن حمام جدید این است که وان خالی کاملاً تمیز شود. ذرات و گرد و غبار از طریق جارو کردن و خشکانده خارج گشته و مواد روغنی توسط کهنه آغشته به حلال مناسب پاک شوند. وانهای پلاستیکی یا لاستیکی به تمیز کاری بیشتری نیاز دارند. وانهای چدنی ممکن است به رنگ کاری یا آسترکشی نیاز داشته باشند. وان عملیات بعد از اسیدشویی با آب آبکشی می شود. اگر وان بلافاصله مورد استفاده قرار نگیرد آن را با محلول ۱% هیدرواکسید سدیم یا تری فسفات سدیم پر می کنند تا زنگ نزند. در غیر این صورت مقداری آب به آن ریخته و بعد ترکیبات دیگر اضافه می گردد. برای نمکهای حل شونده معمولاً ۳/۱ وان را پر می کنند ولی برای نمکهای سخت ـ حل شونده نظیر نمکهایی که به حمامهای غلیظ نیکل اضافه می گردند باید از ۳/۲ وان استفاده کرد. ترتیب اضافه کردن ترکیبات مهم است.
برای مثال در آماده کردن حمام سیانیدی مس، سیانید قلیایی قبل از سیانید مس نامحلول به حمام اضافه می شود. ولی ترتیب اضافه کردن کربنات، نمک راشل یا سوزآور خیلی مهم نیست. نمکها و کلاً ترکیبات دیگر باید به طور آرام به حمام اضافه شده و همزمان محلول هم زده شود. این کار ممکن است به طوردستی و با یک بیلچه انجام بگیرد. در صورتی که نمکها سریع اضافه شوند ممکن است در اثر گلوله ـ گلوله شدن انحلال خیلی سخت انجام بگیرد.
بعد از انحلال کامل همه نمکها وزن مخصوص الکترولیت را توسط هیدرومتر بومه اندازه می گیرند. در صورتی که وزن مخصوص حمام مناسب باشد آبکاری آزمایشی روی چند نمونه انجام می گیرد. بدین ترتیب مشخص می شود که آیا می توان از حمام استفاده کرد یا ترکیب آن باید مجدداً تنظیم شود. برای مثال ممکن است pH و عوامل افزودنی به اصلاح نیاز داشته باشند یا تصفیه اولیه لازم باشد. بعد از اینکه ترکیب حمام در دامنه مورد نظر تنظیم گشته و آبکاری آزمایشی انجام گرفت آزمایش را برای شارژ کامل اجرا می کنند تا رفتار جریان از نظر ولتاژ، اشکالهای الکتریکی و تماس قلابها و آویزها به شمشهای اتصال چک شود. در آبکاری الکتریکی شستشو دادن، آبکشی ، اسیدشویی و چربی گیری اهمیت زیادی دارد در اینجا هر کدام از عملیات فوق به طور مختصر توضیح داده می شود :
۱) شستشو : این کار توسط انواع تمیز کننده های قلیایی انجام می گیرد انتخاب نوع آن به موادی که باید شسته شوند و همین طور روش شستشو (غوطه وری خالص یا با استفاده از سیستم الکتریکی) بستگی دارد. پاک کننده ها موادی چون فسفات سدیم، هیدرواکسید سدیم، سیلیکات سدیم، کربنات سدیم، بورات سدیم یا ترکیبی از مواد فوق هستند ولی موماً حاوی فسفات یا سیلیکات همراه با مقداری کربنات یا هیدرواکسید هستند.
در تمیز کاری الکتریکی قطعات ممکن است قطب آند یا کاتد باشند. تمیز کننده های آندی ترجیح داده می شوند چون ناخالصیهای فلزی نمی توانند روی قطعات رسوب کنند.
۲) چربی گیری : قبل از شستشوی الکتریکی چربی گیری انجام می گیرد. به این صورت قطعات را در حلالهای سرد غوطه ور کرده یا در معرض بخار داغ قرار می دهند. بخار حلال روی فلز کندانس شده و چربی را حل می کند.
۳) اسید شویی : در فرآیند های آبکاری برای تأمین سطح فعال باید فیلمهای غیرآلی سطح شامل پوسته های اکسیدی یا محصولات زنگ از سطح حذف شوند. در غیر این صورت چسبندگی رسوب به سطح کار ضعیف شده و ممکن است رسوب حفره ـ حفره و یا پوسته ـ پوسته گردد.
۴) آبکشی : آبکشی ممکن است به صورت غوطه وری در آب جاری یا با استفاده از اسپری انام بگیرد. بعضی وقتها برای اطمینان از خارج شدن نمکهای سطحی ممکن است آبکشی تکرار شود.
جزئیات تمیزکاری قطعات فلزی :
سطح قطعات فلزی معمولاً حاوی گرد و خاک، گریس، پوسته های اکسیدی و مایعات خاص مصرف شده در فرآیند تولید است. چنانکه قبلاً گفته شد برای تأمین چسبندگی مطمئن بایستی هرگونه آلاینده ای که از تماس مستقیم محلول حمام با سطح فلزی جلوگیری می کند پاک گردد. علاوه بر این قبل از آبکاری باید شیارها و خراشها و یا پوششهای سطحی اصلاح شوند.
محلولهای تمیزکاری : برای پاک کردن مواد روغنی با گریس روی سطح قطعات آنها را در محلول قلیایی حاوی L/g 20 کربنات سدیم یا پتاسیم و سپس در آب گرم غوطه ور می کنند. برای جلوگیری از خوردگی یا زنگ زدن ممکن است آبکشی در آب سرد نیز انجام بگیرد.
زنگ آهن، زنگ مس از طریق شستشو در اسیدهای معدنی رقیق حذف می شوند. برس کاری به راحت کنده شدن پوسته های سطح کمک می کند. در صورتی که بعد از اسیدشویی ابتدایی پوسته ها کاملاً پاک نشوند می توان عملیات را تکرار کرد.لکه های تیره نازک را می توان از طریق غوطه وری در محلول قوی سیانید پتاسیم (g/L 7) و چند قطره مایع آمونیاک پاک کرد. پوسته های اسیدی مس و روی در مخلوط ۱ جزء اسید سولفوریک و ۲۰ جزء آب بخوبی تمیز می شوند. برای پوسته های ضخیم تر باید از محلول اسیدی غلیظ تری استفاده کرد.زنگ آهن روی قطعات فولادی یا چدنی بخوبی در محلول ۶ جزء اسید سولفوریک، ۱ جزء اسید هیدرولیک و ۱۶۰ جزء آب حذف می شود. مدت زمان غوطه وری min1 یا بیشتر است. برای پاک کردن لکه های اسیدی قلع یا روی از محلول قلیایی داغ استفاده می کنند.
فرآیند جیوه دهی : در این فرآیند حدود ۳۰ گرم جیوه را داخل ظرف شیشه ای ریخته و به آن ۳۰ گرم اسید نیتریک رقیق شده توسط سه برابر آب مقطر اضافه می کنند. برای این که جیوه کاملاً حل شود مخلوط را آرام آرام گرم کرده به آن اسید می افزایند. در نهایت ۴ لیتر آب به محلول فوق اضافه کرده و خوب به هم می زنند. با غوطه ور کردن قطعات برنجی مسی یا نقره آلمانی در این محلول لایه ای نازک و براقی از جیوه سطح آنها را می پوشاند.
تمیزکاری الکترولیکی : فرآیند حذف کردن پوسته های سطحی در محلول با استفاده از جریان الکتریسیته است. در این فرآیند قطعات را از کاتد یا آند آویزه کرده و در وانی حاوی محلولی که هدایت الکتریکی خوبی دارد مثل اسید یا سیانید غوطه ور می کنند. انتخاب نوع محلول (از نظر اسیدی یا قلیایی بودن) به موادی که باید تمیز شوند بستگی دارد. برای تمیز کردن لکه های اضافی گریس یا زنگ محلول قلیایی مناسب است. در اثر عبور جریان برای مدت ۱۰ تا ۱۵ دقیقه از محلول تمام زایده های سطحی حذف می گردند.
تمیزکاری مکانیکی : تمیزکاری مکانیکی مکمل تمیزکاری شیمیایی و الکتروشیمیایی است.
در این روش ابتدا به منظور پاک کردن چربیهای سطحی قطعات را توسط محلول پتاس شستشو داده و سپس در محلول اسیدی غوطه ور می کنند. بعد از مدت زمان مناسبی قطعات را خارج کرده و آبکشی می نمایند. در این حالت با استفاده از برس سیمی (به صورت دستی یا سنگ دستی) می توان مواد زاید سطحی را براحتی حذف کرد.
سطح قطعات کوچک ریخته گری و پرسکاری را می توان از طریق چرخاندن در داخل بشکه ای تمیز کرد. در این روش سطح قطعات در اثر غلتیدن روی همدیگر و سایش پاک می شود. از طریق ساچمه پاشی نیز می توان سطح قطعات را تمیز نمود. در روش دیگر قطعات را داخل بشکه حاوی ساچمه های فولادی که توسط الکتروموتوری حول محور قائم می چرخد می ریزند در این روش در اثر لغزش ساچمه روی قطعات، سطحی تمیز با درخشندگی بالا به دست می آید. این روش برای براق کردن سطح قطعات بعد از آبکاری نیز به کار می رود.
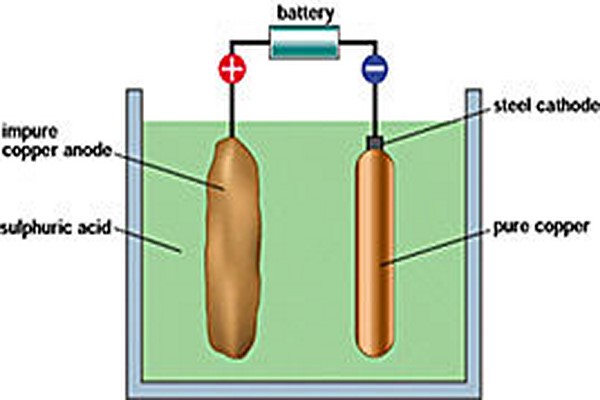
آبکاری مس :
آب مس به عنوان پوشش زیرین ،در سیستم چند پوششی ،عایق حرارتی برای انتقال حرارت ،در الکتروفرمینگ و در بردهای مدار چاپی به طور گسترده ای مورد استفاده قرار می گیرد . اگر چه فلز مس در مقابل خوردگی نسبتاً مقاوم است ،وقتی در مجاورت هوا قرار می گیرد به سرعت جلای خود را از دست می دهد و لک می شود . وقتی یک سطح زیبا و با دوام مورد نیاز باشد ،آب مس به ندرت به تنهایی به کار می رود . آب مس براق در سیستم های چند پوششی ،به عنوان پوشش زیرین محافظ مورد استفاده قرار می گیرد ،یا وقتی تنها به عنوان پوشش تزئینی به کار می رود ،توسط لایه ای از لاک شفاف در مقابل کدر و لک شدن ،محافظت می شود ،برای آبکاری مس می توان از الکترولیت های متعددی استفاده کرد که متداول ترین آنها عبارتند از :محلول های سیانید و پیروففات قلیایی ،حمام های اسیدی سولفات و فلوئوبورات .
حمام های پروفسفات قلیایی به علت سرعت خوب آبکاری ،اغلب برای ایجاد پوشش ضخیم به کار می روند ،هر چند که باید به دقت کنترل شوند . با استفاده از حمام های سیانید قلیایی که کنترل آنها نسبتاً آسان است ،می توان پوشش های نازکی با ضخامت یکنواخت به دست آورد . با توجه به قابلیت های بالای پوشش دادن این حمام ها بیشترین کاربرد را دارند . حمام های سیانید رقیق و سانید را شل برای ایجاد پوشش نازکی از مس به ضخامت m μ ۳ تا (۰٫۰۵-۰٫٫۱mil)1.0 بیش از آبکاری مس و یا فلزات دیگر مورد استفاده قرار می گیرند . حمام های سیانید را شل غلیظ برای ایجاد پوشش هایی تا ضخامت حدود m μ ۸ (۰٫۳mil)، کاملاً مناسب هستند . با یک تغییر کوچک در تغییر الکترولیت را شل در آبکاری با الکترولیت ثابت ، با همزن مکانیکی یا برای بازدهی بیشتر با هم زدن توسط هوا مورد استفاده قرار می گیرد .
همچنین در مواردی که جریان معکوس متناوب و یا جریان منقطع استفاده می شود نیز این الکترولیت کاربرد دارد . حمام های آبکاری سیانید مس با غلظت مس کم و سیانید آزاد زیاد ،سطح قطعات مختلف را طی عملیات آبکاری تمییز می کنند . اگر چه از این الکترولیت ها نباید به منظور تمییز کردن استفاده نمود ،ولی به هر حال این حمام ها توانایی ایجاد پوشش نازکی از مس روی قطعاتی که تمیز کردنشان مشکل است را دارند . استفاده از سایر حمام ها منجر به پوشش ناقص و چسبندگی ضعیف می شود .
حمام های سانید سدیم و پتاسیم با راندمان بالا
با اضفه کردن مواد افزودنی خاص به حمام های غلیظ ،می توان از آنها برای تولید پوشش هایی با براقی و قدرت هم سطح کنندگی متفاوت و ضخامت هایی از ۸ تا m μ ۵ ۲۰mils)تا ۰٫۳) استفاده کرد . این الکترولیت ها به طور معمول ،پوشش های ضخیم ،صاف و براقی ایجاد می کنند . به دلیل قدرت بالای پوشش این الکترولیت ها ،نقاط گود و تو رفته نیز دارای پوشش ضخیم و یکنواخت می گردند . برای ایجاد پوشش های صاف و بدون حفره عموماً از مواد افزودنی خاصی در این حمام ها استفاده می شود . قبل از آبکاری در حمام های باراندمان بالا ، ابتدا قطعات باید با یک لایه نازک مس به ضخامت حدود m μ (۰٫۰۵mil)10 از یک الکترولیت رقیق سیانید مس پوشش داده شوند .
مشخصات حمام های باراندمان بالا عبارتند از :
– دمای نسبتاً بالا
– غلظت زیاد مس
– سرعت عمل بالا
سرعت آبکاری در این حمام ها ۳ تا ۵ برابر حمام های سیانید رقیق و سیانید راشل می باشد . قطعاتی که در این الکترولیت ها آبکاری می شوند ،باید کاملاً تمییز شوند . در غیر این صورت پوشش ایجاد شده از کیفیت پایینی برخوردار خواهد شد . همچنین برای زدودن آلودگی های آلی ،حمام باید مرتب تصفیه شود .کمپلکس های تشکیل شده از ترکیب سیانید پتاسیم و سیانید مس دارای حلالیت بیشتری از کمپلکس های ایجاد شده از ترکسیب سیانید سدیم و سیانید مس می باشند .
استفاده از حمام سیانید بهتر از حمام سدیم سیانید است زیرا احتمال سوختن پوشش در لبه کمتر می شود . بنابراین امکان استفاده از دانسیته جریان بالاتر را فراهم می کند ،در نتیجه سرعت آبکاری بیشتر می شود . در الکترولیت های با راندمان بالا برای یکنواخت کردن پوشش روی قطعات پیچیده از جریان منقطع استفاده می شود . با استفاده از جریان معکوس به صورت تناوبی ،پوشش یکنواخت تر خواهد شد .معکوس کردن تناوبی جریان در این الکترولیت ها موجب کاهش خلل و فرج پوشش نیز می شود .
استفاده از مواد افزودنی اختصاصی ،سبب افزایش راندمان آندی و کاندی ،افزایش خرده گیری آند و در نهایت موجب عملکرد بهتر این الکرتولیتها می شود . این مواد سبب براق شدن پوشش و همچنین ریز شدن دانه ها می شوند . افزودنی های اختصاصی برای کنترل تاثیرات آلودگی های آلی و غیر آلی نیز مورد استفاده قرار می گیرند.
حمام های پیروفسفات مس برای آبکاری چند پوششی تزئینی ،بردهای مدار چاپی و به عنوان عایق در عملیات حرارتی فولادها به کار می رود . حدود غلظت و شرایط کار در جدول ۲ داده شده است .
جدول شماره( ۲)
حدود غلظت ها (g/l (oz/gal
مس
(۵-۳)۳۸-۲۲
پیروفسفات
(۳۳-۲۰)۲۵۰-۱۵۰
آمونیاک
(۳/۰-۱۰/۰)۳-۱
نسبت وزنی پیروفسفات به مس
(۲/۱-۹/۰)۵/۸-۰/۷
شرایط کار
دما
(FÚ ۱۴۰-۱۰۵)Ú ۶۰-۴۰
دانسیته جریان
۰/۷-۰/۱
(A/ft2 ۷۰-۱۰)راندمان کاند%۱۰۰-۹۵ولتاژ در تانکV5-2PH با دستگاه(a)8/8-0/8آندهامس(a با اسید پروفسفریک و هیدرواکسید پتاسیم می توان ثابت نگه داشت
خواص حمام پیروفسفات مس ،حد واسطی بین حمام های اسیدی و سانیدی است ،و بیشتر شبیه حمام سیانید با راندمان بالا سیانید با راندمان بالا می باشد . راندمان الکترود ۱۰۰% است و قدرت پوشش دادن و سرعت آبکاری تا وقتی که حمام در PH تقریباً خنثی عمل می کند ،خوب است . پوشش های به دست آمده حاوی دانه های ریز و نیمه براق هستند . هنگام استفاده از حمام پیروفسفات برای آبکاری فولاد ،قطعات دای کاست از جنس روی ،منیزیم ،آلومینیم باید از یک پوشش اولیه بسیار نازک استفاده کرد . برای ایجاد این پوشش نازک ،می توان از محلول سیانید رقیق مس یا پیروفسفات مس ،نیکل یا محلول های دیگر استفاده کرد .